We provide engineering consultancy, turnkey execution, and long-term maintenance solutions for pharmaceutical, food processing, and industrial facilities.
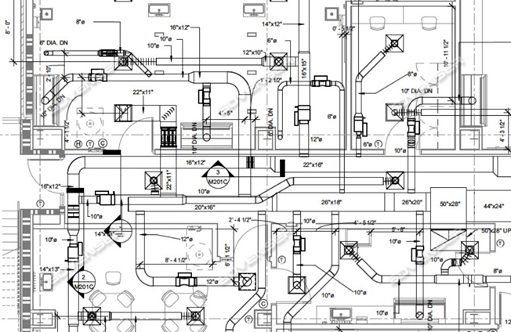
We design high-performance HVAC systems for pharmaceutical and food manufacturing facilities, ensuring compliance with GMP and ISO 14644 cleanroom standards. Our systems focus on airflow control, contamination prevention, and energy efficiency.
We manufacture high-performance reactors, storage tanks, and pressure vessels designed for pharmaceutical and chemical industries using materials such as SS 316L, SS 304, and Hastelloy. Our equipment supports vacuum and high-pressure operations while maintaining strict compliance with ASME and GMP standards.

Industrial utilities form the backbone of any production facility. We design and supply air compressors, chillers, UPS systems, AHU units, cooling towers, pumps, vacuum systems, nitrogen plants and hot water generators engineered for high efficiency and long-term operational reliability.

Our water treatment systems meet strict pharmaceutical and food industry regulations such as USP, EP, and FDA. We implement multi-stage purification technologies including Reverse Osmosis, Electrodeionization, Ultrafiltration, UV disinfection, and distillation for Water for Injection.

We design and install complete fire safety systems including fire hydrant networks, automatic sprinkler systems, fire alarm detection units, smoke and heat detectors, and emergency notification systems following NBC and NFPA standards.

Our turnkey electrical services include engineering design, load calculations, LT panel design, transformer installation, switchgear systems and complete testing and commissioning to ensure reliable and safe power distribution for industrial facilities.